Conveying, feeding, and screening huge volumes of materials are all examples of bulk solids handling, an essential part of many different businesses. Problems with flow, obstructions, and unequal distribution have always hampered this procedure. However, these issues have been addressed because to the development of cutting-edge vibration machines and equipment, which has increased productivity, decreased downtime, and enhanced material handling procedures. In this post, we'll look at how vibration machinery and tools may drastically improve the process of moving and storing bulk materials.
- The Function of Vibration Equipment
When it comes to the safe and efficient transfer of bulk solids, Vibrating Compaction Table Pune is an indispensable tool. To help transport materials through a trough, chute, or conveyor, these machines employ mechanical vibrations to produce oscillating motions. Vibration, when used strategically, may keep difficult materials like sticky or cohesive powders flowing smoothly and without interruption. Circular Vibratory Screen is used widely.

- Vibratory feeders.
Vibrating Screen Pune is essential to the process of material handling using vibration. These machines' adaptability and efficiency have led to their widespread use across a wide range of sectors and configurations. Vibratory Trough Pune is versatile and may be adjusted to accommodate a broad variety of bulk materials, from small powders to bigger particles.
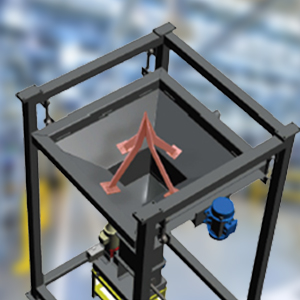
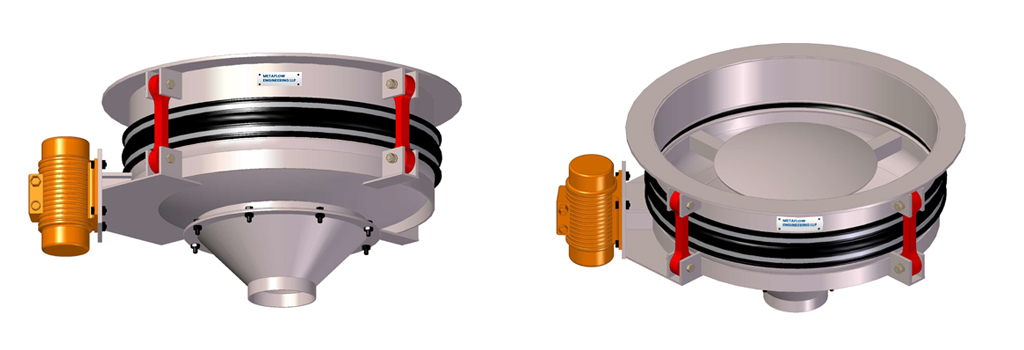
- Bin Activators: Increasing Output from Storage Bins
Bin Activators Pune are useful in sectors where bulk goods are stored in bins or hoppers. The constant supply of materials for subsequent operations is ensured by these gadgets, which assist the flow of materials from storage containers by means of regulated vibrations. By removing the need for human intervention to release trapped materials, Bin Activator not just only reduce material compaction and bridging but also minimize disturbances to operations.
- Vibrating conveyors
Vibrating Feeders Pune that use vibration to move bulk materials are also crucial. They facilitate the smooth movement of raw materials between different processing stages or between warehouses and factories. Consistent flow and higher-quality output are the results of the conveyor bed's vibrating action, which assures even distribution and prevents material segregation. Vibrating Table Pune is the best.

- Screeners and Separators
Screening and separation procedures are two other areas where Electromagnetic Vibratory Feeder is useful. Material may be effectively sorted by size or other properties using a vibrating screener, which allows only the desired-sized particles through. For industries including mining, agriculture, and recycling, these screeners are indispensable for quality control, safety, and material categorization. Vibratory Powder Feeder is fantastic.
Conclusion
The bulk solids handling industry has found vibration machines and equipment to be an essential tool. The advancement of various technologies, such as vibratory feeders, vibrating conveyors, material flow aids, and screening equipment, has completely altered the nature of material transport and processing. Increased output and lower costs may be attributed to their use in a variety of industries thanks to their capacity to maintain a steady stream of raw materials, reduce downtime, and increase the quality of finished goods. In the future, we may anticipate even more cutting-edge methods to improve the efficiency of bulk solids handling procedures as technology develops.